 Profiles en aluminium.
Profiles en aluminium.
L'
extrusion
est un
procede de fabrication
(thermo)
mecanique
par lequel un materiau compresse est contraint de traverser une
filiere
ayant la section de la piece a obtenir. On forme en continu un
extrudat
, produit long (tube, tuyau,
profile
,
fibre textile
) ou plat (plaque, feuille, film). Les cadences de production sont elevees.
Il ne faut pas confondre ce procede avec le
trefilage
qui consiste aussi a faire passer un materiau au travers d'une filiere, mais sous l'effet d'une traction. Ce procede est conduit a froid.
L'extrusion donne des pieces aux formes encore plus precises que celles qui sont realisees avec l'
estampage
ou le
matricage
. De plus, les pieces presentent des
etats de surface
excellents, ce qui permet souvent de les utiliser sans
usinage
complementaire.
L'extrusion s'applique a divers produits tels les
metaux
(voir l'article
Filage
), les
matieres plastiques
, les
caoutchoucs
, les
materiaux composites
, mais aussi l'
argile
pour la fabrication des
briques
alveolaires, les
ceramiques techniques
; les pates alimentaires, certaines matieres pharmaceutiques pour la fabrication de medicaments
[
1
]
, certains rouges a levres
[
2
]
,
[
3
]
mais aussi la fabrication de poudres pyrotechniques. Ce procede se retrouve egalement dans l'industrie pharmaceutique au cours de la fabrication de
granules
utilises tels quels ou en vue d'une production de
comprimes
. L'appareil realisant l'extrusion est appele une ≪
extrudeuse
≫.
Contrairement au
laminage
et au
profilage
de bandes qui se limitent generalement a des formes simples, elle permet d'obtenir des formes tres complexes et des profiles creux.
L'extrusion peut etre associes a l'
impression 3D
[
4
]
 Presse hydraulique
a extrusion de 10 900
t
construite dans les annees 1950 dans le cadre du
Heavy Press Program
exploite par Harvey Machine Co. a Torrance, Californie jusqu'aux annees 1990. Elle mesure
300 pieds
(91
m
) de long et pese huit millions de livres (3 636
t
) pour une variance maximale de seulement 0,1
mm
[
5
]
.
Presse hydraulique
a extrusion de 10 900
t
construite dans les annees 1950 dans le cadre du
Heavy Press Program
exploite par Harvey Machine Co. a Torrance, Californie jusqu'aux annees 1990. Elle mesure
300 pieds
(91
m
) de long et pese huit millions de livres (3 636
t
) pour une variance maximale de seulement 0,1
mm
[
5
]
.
L'extrusion a froid est apparentee a la
forge a froid
. Elle est egalement appelee
forge de precision
. C'est un procede de formage de pieces metalliques pleines ou creuses, generalement axisymetriques par
deformation plastique
d’un materiau brut, le lopin.
Bien que cette technique necessite un outillage plus robuste et des machines plus puissantes que les autres forgeages, la precision et l’etat de surface obtenus sont bien meilleurs.
L'extrusion concerne preferentiellement les matieres
thermoplastiques
.
 Tuyau de drainage produit par extrusion.
Tuyau de drainage produit par extrusion.
L'extrusion est surtout utile pour la fabrication de tubes, feuilles ou plaques profilees type fenetres en PVC ou de joints divers.
La plupart des sacs plastique sont produits a partir de film extrude.
Differentes technologies s'appliquent a l'extrusion :
- extrusion-gainage
du materiau polymere : utilisee pour le
revetement
de fils et cables ;
- extrusion-formage
: la matiere (en
granules
ou en poudre) est extrudee sous forme de nappe et mise aussitot en forme par une technique analogue au
thermoformage
; adaptee aux grandes series et a la fabrication de pieces de grandes dimensions (elements de carrosserie, bateaux, valises, carters, pots, barquettes,
etc.
) ;
- extrusion-calandrage
: se prete a la fabrication de feuilles et de plaques ;
- extrusion en filiere plate
(extrusion dite
cast
) : permet de tirer des
films plastiques
en faibles epaisseurs (de 7 a 30
μm
) ;
- extrusion-gonflage
: on forme dans un premier temps une
paraison
a paroi mince ; apres gonflage (la bulle est souvent spectaculaire) et refroidissement, obtention de films (
Sacs plastique
en PE, PP,
etc.
). A la difference de l'extrusion-soufflage, ce procede n'utilise pas de moule ;
- extrusion-soufflage
: a partir d'un tube (paraison) obtenu par extrusion et porte a une temperature suffisamment elevee, etirage et moulage en discontinu pour fabriquer des corps creux (bouteilles, flacons) ;
- filage
: la technique de filage du polymere a l'etat fondu est la plus utilisee ; une filiere comporte plusieurs dizaines de trous ; l'etirage longitudinal apres refroidissement des fils continus est tres important (jusqu'a 500 %) ; obtention de fibres textiles (PE, PP, PA, PET) ;
- coextrusion
: plusieurs vis d'extrusion alimentent une filiere pour coextruder jusqu'a neuf couches de polymere, chacune ayant ses qualites propres. Par exemple, obtention pour l'emballage alimentaire de films multicouches a effet barriere au
dioxygene
, responsable de l'oxydation des produits frais ou cuisines (un emballage en PE est permeable au dioxygene).
Pour extruder une matiere
caoutchouteuse
, on alimente une extrudeuse, soit par des bandes, soit par des granules de caoutchouc cru. L'extrudeuse de caoutchouc est constituee d'une
vis sans fin
qui tourne dans un cylindre appele corps de l'extrudeuse, lui-meme constitue de plusieurs zones de regulation thermique et d'une chemise, partie au contact du caoutchouc. La vis sans fin elle-meme est thermoregulee dans la majorite des cas. Le caoutchouc chauffe se ramollit et est pousse par la rotation de la vis vers la tete d'extrusion. La tete est constituee de divers elements (corps, obus) qui guident le flux de caoutchouc vers la filiere. Cet outillage donne la section definitive du profile (sans calibrage, contrairement aux extrudeuses de plastique). Les temperatures fixees pour les differentes zones sont reglees pour ramollir suffisamment le caoutchouc (et donc pouvoir extruder a une pression aussi faible que possible) sans le
vulcaniser
. On parle de profil de temperature de l'extrudeuse.
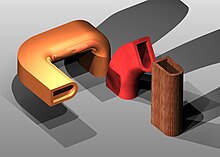 Objets virtuels crees par extrusion d’une meme section suivant trois modes (rectiligne, circulaire ou gauche).
Objets virtuels crees par extrusion d’une meme section suivant trois modes (rectiligne, circulaire ou gauche).
Par analogie, on appelle
extrusion
un des effets speciaux applicables a un
dessin vectoriel
. Il consiste a creer une forme tridimensionnelle a partir d'un objet plan, tout a fait comparable a ce qui serait obtenu d'une facon ideale par extrusion mecanique, la filiere, appelee alors
section
, etant definie selon la forme plane.
C'est la procedure principale adoptee par les logiciels de
conception 3D
. La generation est obtenue a partir d'une
esquisse
plane suivant trois modes d'extrusion souvent distingues dans la terminologie :
- l'extrusion (rectiligne), cas de la piece en bois ci-contre ;
- la
revolution
: comme dans le cas de la piece rouge ou la section tourne autour d'un axe ;
- le
balayage
: dans ce cas, la generatrice peut etre une courbe plane plus complexe, voire
gauche
.
De plus, cette operation peut s'accompagner d'une variation des dimensions de section, ce qui permet la definition entre autres, de formes
coniques
.
 Les coquillettes, comme les macaronis, sont des pates creuses extrudees.
Les coquillettes, comme les macaronis, sont des pates creuses extrudees.
Le
hachoir
est un
ustensile de cuisine
utilisant l'extrusion pour hacher la
viande
.
De meme, dans la fabrication industrielle des
pates alimentaires
, on a recours au procede d'extrusion pour la mise en forme des
coquillettes
et autres
macaronis
. L'extrusion permet tout a la fois de malaxer des ingredients entre eux, de les cuire, de leur donner leur forme finale et accessoirement de les fourrer. Il existe un procede de cuisson/extrusion
[
6
]
.
L'extrusion, la macro-extrusion (pour la creation de batiments par exemple) et la micro-extrusion peuvent etre associes a des techniques recentes d'
impression 3D
[
4
]
.
- ↑
Amelie Desire, Bruno Paillard, Joel Bougaret, Michel Baron et Guy Couarraze,
A comparison of three extrusion systems. Part I: The influence of water content and extrusion speed on pellets properties
,
Pharmaceutical Technology
, janvier 2011, 56-65.
- ↑
Baker Group, ≪
Preparation d'un rouge a levres
≫,
(consulte le
)
- ↑
Veronique
Roulier
et Colombel Dolores
Miguel
,
Composition sous forme de pate souple obtenue par extrusion et procede de preparation
,
(
lire en ligne
)
- ↑
a
et
b
(en)
Levent
Aydin
, Ayfer Peker
Karatoprak
et Serdar
Kucuk
, ≪
Biologic: H-Bot Kinematics Based Multi-Micro-Extrusion Bioprinter
≫,
Journal of Medical Devices
,
vol.
17,
n
o
2,
(
ISSN
1932-6181
et
1932-619X
,
DOI
10.1115/1.4056375
,
lire en ligne
, consulte le
)
- ↑
(en)
im Heffernan, ≪
The machines that made the Jet Age
≫, sur
boingboing.net
,
(consulte le
)
.
- ↑
Bjorck, I. et Asp, N. G. (1983),
The effects of extrusion cooking on nutritional value?a literature review
,
Journal of Food Engineering
, 2(4), 281-308 (
resume
).
Sur les autres projets Wikimedia :
|
|---|
| Sujets generaux
|
|
| Conteneurs
|
|
Materiaux
et composants
|
|
| Procedes
|
|
| Machines
|
|
Environnement
et recyclage
|
|